TPK-Kunststofftechnik GmbH di Nörten-Hardenberg, vicino a Gottinga, è specializzata nella produzione di sofisticati articoli in plastica e stampi a iniezione. Fondata nel 1997, l'azienda a conduzione familiare, gestita da Werner Ternka e dai figli Heiko e Mario e con circa 30 dipendenti, copre l'intera catena di processo: dalla consulenza a costruzione, dalla costruzione di utensili e prototipi allo stampaggio a iniezione in serie e all'assemblaggio.
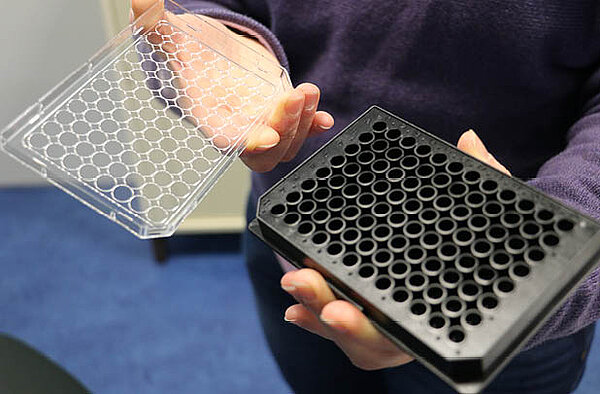
Tra i clienti dell'azienda ci sono soprattutto aziende di tecnologia medica, di laboratorio e automobilistica, che notoriamente hanno standard di qualità molto elevati. I requisiti sono aumentati ulteriormente negli ultimi anni, sottolinea Mario Ternka, responsabile dello sviluppo dei prodotti, costruzione e della costruzione degli stampi: "I dati di disegno che riceviamo dai nostri clienti oggi contengono molte dimensionee tolleranze che non possono essere misurate con i tradizionali strumenti di misura manuali e con i dispositivi di misura più semplici, ad esempio modulo e tolleranze di posizione, cioè ortogonalità, parallelismo e planarità, nonché tolleranze di forma libera. Per misurare correttamente questi criteri è necessario, da un lato, un hardware adeguato e, dall'altro, una grande competenza che traduca i valori misurati nel linguaggio della costruzione degli stampi. Ecco perché non possiamo affidare fiere a un fornitore di servizi metrologia".
TPK soddisfa i maggiori requisiti di qualità con una tecnologia all'avanguardia. metrologia
TPK ha quindi deciso di investire in un'apparecchiatura di misura adeguata. Sulla base di una scheda tecnica di 60 punti, un team di specialisti di TPK ha valutato le offerte di noti produttori di strumenti di misura – e ha deciso di acquistare una macchina di misura a coordinate 3Dmultisensore ScopeCheck® FB da Werth Messtechnik a Giessen.
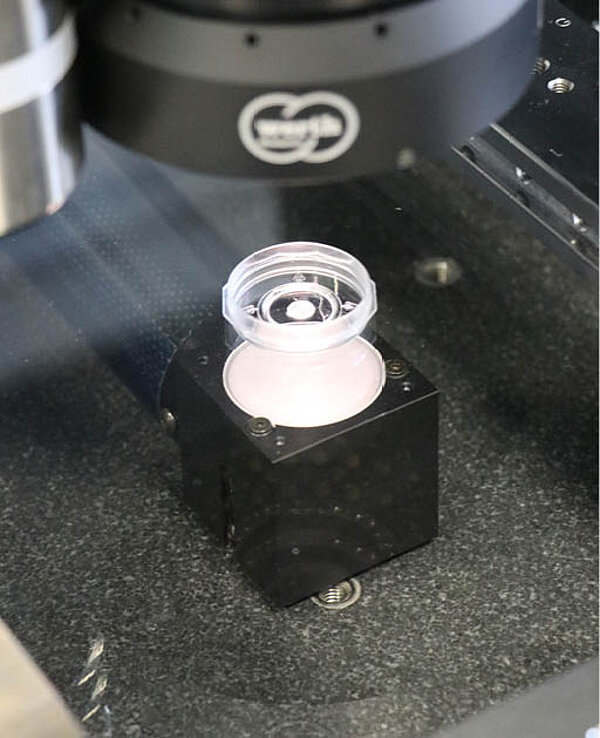
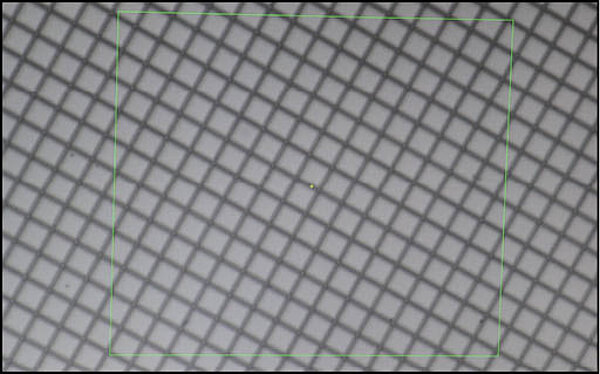
Il suo design con un ponte fisso su una base di granito e le robuste guide meccaniche di precisione garantiscono la massima accuratezza, anche quando viene utilizzata in prossimità della produzione. L'apparecchiatura comprende un sensore di elaborazione delle immagini con Zoom Werth e un'unità di illuminazione supplementare a più anelli per il rilevamento rapido e affidabile dei bordi, nonché la scansionepulsante SP25; inoltre, la scansione raster viene utilizzata per generare immagini complessive ad alta risoluzione da singole immagini scattate durante il movimento del sensore, che possono poi essere comodamente misurate. Per una rapida misurazione ottica delle superfici, TPK ha investito anche nel sensore di distanza CFP di Werth, che sfrutta l'aberrazione cromatica di uno speciale obiettivo per misurazioni estremamente precise e in gran parte indipendenti dalla superficie.
Mario Ternka è entusiasta dello ScopeCheck® FB di Werth: "Non avremmo mai pensato che la precisione e la velocità dei sensori ottici fossero possibili prima".
Ma come si è arrivati a questa decisione? "La combinazione di opzioni di misurazione ottica e tattile era in cima alla nostra lista di requisiti", spiega Mario Ternka. "E il sensore ottico di distanza doveva fornire risultati di misura affidabili per i pezzi lucidi, trasparenti, neri o bianchi".
Ternka e i suoi colleghi sono particolarmente colpiti dall'ottica sensori del Werth ScopeCheck® FB: "Non avremmo mai pensato che la precisione e la velocità fossero possibili prima. – Questo è stato il fattore decisivo a favore dello ScopeCheck®". Egli ne sottolinea anche l'accessibilità e la facilità d'uso: " dispositivo può essere programmato in modo rapido e semplice dopo un piccolo addestramento presso –. misurazione e la valutazione avvengono quindi in modo completamente automatico".
Werth ScopeCheck® è un elemento importante nella catena dei processi TPK
Stampaggio a iniezione è un processo primario di formatura in cui i criteri di qualità, come modulo le tolleranze di posizione, ecc. sono molto più difficili da rispettare rispetto alla lavorazione dello stampo. Richiede una vasta esperienza di produzione e una catena di processo che TPK ha sviluppato e continuamente ottimizzato negli ultimi anni.
La catena di processo inizia con il modello CAD 3D. I progettisti lo utilizzano per creare un primo stampo virtuale e una simulazione di stampaggio a iniezione. I risultati dell'analisi vengono utilizzati per ottimizzare l'articolo e migliorare stampo. Ad esempio, gli ingegneri delle materie plastiche cercano di contrastare le difficoltà stampaggio a iniezione – di stampaggio, in particolare le distorsioni causate dal ritiro longitudinale e trasversale –.
"Fin dalla costruzione creazione dello stampo a iniezione, dobbiamo tenere conto dei percorsi di flusso della plastica, prevedere il controllo della temperatura e condotti di raffreddamento pianificare la sformatura e la rimozione del pezzo", spiega Mario Ternka. La simulazione ripetuta fornisce informazioni sul sistema di canale caldo appropriato, sul punto di iniezione ottimale, su posizione del condotti di raffreddamento, sui margini, sul coronamento e molto altro ancora. Solo quando gli specialisti di stampaggio a iniezione sono sicuri che il progetto dello stampo è generalmente adatto, producono lo stampo in acciaio. In TPK, ciò avviene principalmente su macchine utensili moderne, ad esempio mediante fresatura ed erosione a 5 assi.
Nei casi più semplici, la durata di dimensionedegli stampi complessi viene misurata direttamente sulla macchina utensile. Misure difficili come posizione di un contorno ai bordi esterni e posizione di rientri in una tasca o di anime tornite possono essere eseguite dagli attrezzisti con il Werth ScopeCheck® FB e la combinazione di sensori ottica e tattile.
Una volta che il stampo è pronto, viene campionato su una delle 15 presse a iniezione con forze di chiusura fino a 2200 kN e ottimizzato ulteriormente in attrezzeria fino al completamento dello stampaggio e dello sformaggio stabile. Il progettista TPK crea quindi un programma di misura su un pezzo campione stampato a iniezione sullo ScopeCheck®, che registra tutti i criteri decisivi. Sulla base dei risultati si decidono ulteriori modifiche al sito modulo. Mario Ternka sottolinea: "In questa fase, di solito si tratta di correzioni nell'intervallo area di pochi decimi o centesimi di millimetro, necessarie per rispettare tolleranze molto strette. Senza la precisione del nostro dispositivo multisensore non saremmo in grado di ottenere tali valori, o solo con grandi spese catturare."