Lors de la fabrication de pièces en plastique par moulage par injection, il est avantageux d'effectuer des mesures en cours de fabrication avec une grande précision vitesse de mesure. En cas de travail en plusieurs équipes et de mesures à 100 % sur la ligne, une grande disponibilité est un autre critère décisif pour le choix de la machine à mesurer tridimensionnelle. En combinant individuellement les appareils de base et les composants, il est possible d'adapter les systèmes de mesure à l'application en question avec tomographie assistée par ordinateur.
Des machines à mesurer tridimensionnelles pour différentes exigences
Les pièces en plastique sont souvent fabriquées en plusieurs équipes par des outils comportant 64, 128 ou même 192 nids. Des exemples en sont les roues dentées en plastique, les galets de roulement dans les systèmes de tiroirs de l'industrie ferrements ainsi que les bouchons à vis pour les bouteilles en plastique à usage unique ou réutilisables. Une ou plusieurs fois par équipe, les pièces sont mesurées à partir des nids de tous les outils fonctionnant dans les presses à injection. Pour ce débit élevé, une grande vitesse de mesure et une grande disponibilité sont décisives, car, par exemple, en cas d'usure de l'outil suivie d'une formation de bavures, toutes les pièces produites pendant la mesure représentent un rebut potentiel.
Avec des sources de transmission, on obtient une vitesse de mesure 5 fois plus élevée qu'avec des systèmes de mesure tridimensionnelle avec sources de réflexion. Pour obtenir une vitesse de mesure élevée, une bonne exposition est nécessaire grâce à une puissance élevée de la source de rayons X. Les sources à transmission disposent, même à haute puissance, d'un petit foyer du faisceau et donc d'un résolution suffisant pour pouvoir détecter automatiquement des bavures par exemple. Les sources de transmission Werth-Longlife, en particulier, offrent une grande disponibilité, une maintenance annuelle étant suffisante comme pour les machines à mesurer tridimensionnelles conventionnelles. De plus, l'entretien par l'opérateur, par exemple un changement régulier de filament, n'est plus nécessaire.
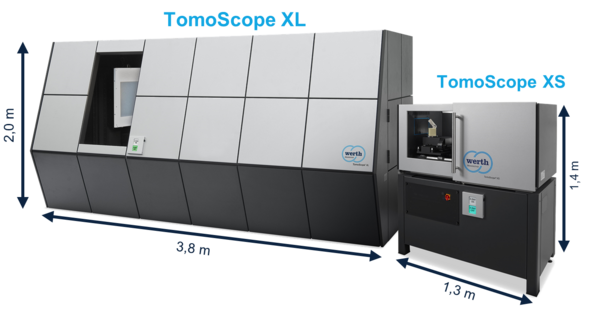
Grâce à la structure modulaire de l'appareil, il est par exemple possible d'optimiser vitesse de mesure ou résolution. Pour cela, on combine différentes tailles d'appareils de base avec différents composants radiographiques. Dans les petits systèmes de mesure comme le Werth TomoScope XS, une plus grande partie de l'énergie de rayonnement atteint le détecteur, car il est proche de la source de rayons X. Cela permet d'obtenir des images lumineuses avec des temps de mesure réduits. L'utilisation de sources de transmission à haute résolution et à longue durée de vie avec des puissances élevées contribue également à la bonne exposition. Avec des tensions de rayons X de 130 kV, 160 kV ou 200 kV, non seulement les pièces en plastique, mais aussi les pièces en métal composite de taille moyenne peuvent être traversées par la rayons X. Pour obtenir un résolution élevé, il faut en outre un détecteur avec de nombreux petits pixels, par exemple 3000 pixels avec une taille de pixel de 50 µm.
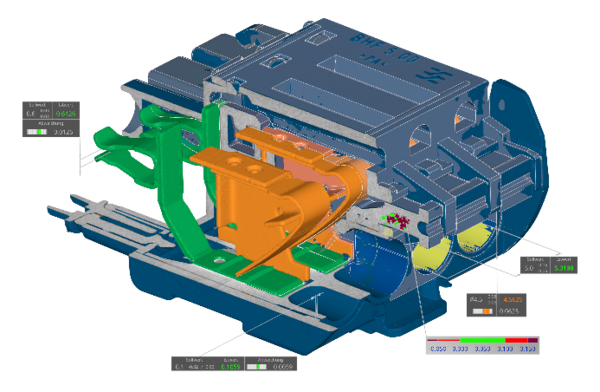
Pour optimiser le résolution, on utilise des appareils de base de différentes tailles avec des sources de transmission, disponibles avec des tensions de rayons X allant jusqu'à 300 kV. Avec les tensions de rayons X élevées et les petites taches focales, il est possible d'obtenir mesure pièces grandes et denses avec une grande résolution. Pour des exigences particulièrement élevées concernant résolution, il est possible d'utiliser des sources submicrofocales avec une focalisation supplémentaire du faisceau d'électrons et des taches focales plus petites en conséquence. Lors du choix du détecteur, il est important de disposer de grandes plages de mesure pour une grande résolution ainsi que d'un bon rapport qualité-prix ou, au choix, de temps d'intégration courts. Pour le mesure de grands boîtiers en plastique, on utilise par exemple le TomoScope S Plus avec une tension de rayons X de 200 kV et un détecteur de 2500 pixels pour une taille de pixel de 124 µm. Le même appareil de base permet de réaliser le mesure de connecteurs pour l'e-mobilité. Pour les pièces plus grandes et plus difficiles à traverser, on utilise une tension de rayons X plus élevée, de 240 kV, et un détecteur plus grand, d'un niveau similaire résolution, avec 3000 pixels et une taille de pixel de 140 µm.