Bei der Herstellung von Kunststoff-Werkstücken im Spritzgussverfahren sind fertigungsbegleitende Messungen mit hoher Messgeschwindigkeit vorteilhaft. Im Mehrschichtbetrieb und bei 100-%-Messungen in der Linie kommt eine hohe Verfügbarkeit als weiteres entscheidendes Kriterium für die Auswahl des Koordinatenmessgeräts hinzu. Durch die individuelle Kombination von Grundgeräten und Komponenten lassen sich Messsysteme mit Computertomografie an die jeweilige Anwendung anpassen.
Koordinatenmessgeräte für unterschiedliche Anforderungen
Kunststoff-Werkstücke werden häufig im Mehrschichtbetrieb durch Werkzeuge mit 64, 128 oder sogar 192 Nestern hergestellt. Beispiele hierfür sind Kunststoffzahnräder, Laufrollen in Schubladensystemen aus der Beschläge-Industrie sowie Schraubverschlüsse für Ein- oder Mehrweg-Kunststoffflaschen. Einmal oder mehrmals pro Schicht werden die Werkstücke aus den Nestern aller in den Spritzgussmaschinen laufenden Werkzeuge gemessen. Für diesen hohen Durchsatz sind eine hohe Messgeschwindigkeit und hohe Verfügbarkeit entscheidend, da zum Beispiel bei Werkzeugverschleiss mit anschliessender Gratbildung alle während der Messung produzierten Werkstücke potentiellen Ausschuss darstellen.
Mit Transmissionsquellen erreicht man eine 5-mal höhere Messgeschwindigkeit als bei Koordinatenmesssystemen mit Reflexionsquellen. Für die hohe Messgeschwindigkeit ist eine gute Belichtung durch hohe Leistung der Röntgenquelle notwendig. Transmissionsquellen verfügen auch bei hoher Leistung über einen kleinen Brennfleck und damit eine ausreichende Auflösung, um beispielsweise Grate automatisch detektieren zu können. Eine hohe Verfügbarkeit bieten insbesondere Werth-Longlife-Transmissionsquellen, bei denen eine jährliche Wartung wie bei konventionellen Koordinatenmessgeräten ausreicht. Zudem entfallen Wartungen durch den Bediener, zum Beispiel ein regelmässiger Filamentwechsel.
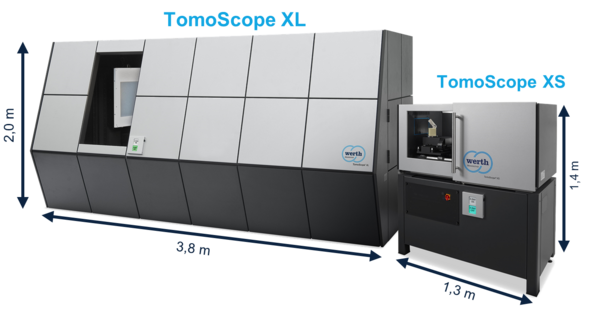
Durch den modularen Geräteaufbau kann beispielsweise die Messgeschwindigkeit oder die Auflösung optimiert werden. Hierfür werden verschiedene Grundgerätegrössen mit unterschiedlichen Röntgenkomponenten kombiniert. Bei kleinen Messsystemen wie dem Werth TomoScope XS erreicht ein grösserer Teil der Strahlungsenergie den Detektor, da er sich nah der der Röntgenquelle befindet. Dadurch entstehen helle Bilder mit entsprechend kurzen Messzeiten. Der Einsatz der hochauflösenden Longlife-Transmissionsquellen mit hohen Leistungen trägt ebenfalls zu der guten Belichtung bei. Mit Röntgenspannungen von 130 kV, 160 kV oder 200 kV können nicht nur Kunststoff-Werkstücke, sondern auch Metall-Verbund-Werkstücke mittlerer Grösse von der Röntgenstrahlung durchdrungen werden. Um eine hohe Auflösung zu erreichen, ist ausserdem ein Detektor mit vielen kleinen Pixeln notwendig, beispielsweise 3000 Pixel mit einer Pixelgrösse von 50 µm.
Zur Optimierung der Auflösung werden unterschiedlich grosse Grundgeräte mit Transmissionsquellen eingesetzt, die mit Röntgenspannungen bis 300 kV zur Verfügung stehen. Mit den hohen Röntgenspannungen und den kleinen Brennflecken ist die Messung grosser und dichter Werkstücke mit hoher Auflösung möglich. Für besonders hohe Anforderungen an die Auflösung können Submikrofokusquellen mit einer zusätzlichen Fokussierung des Elektronenstrahls und entsprechend kleineren Brennflecken verwendet werden. Bei der Wahl des Detektors sind grosse Messbereiche bei hoher Auflösung sowie ein gutes Preis-Leistungs-Verhältnis oder wahlweise kurze Integrationszeiten wichtig. Für die Messung grosser Kunststoffgehäuse kommt zum Beispiel das TomoScope S Plus mit einer Röntgenspannung von 200 kV und einem Detektor mit 2500 Pixeln bei einer Pixelgrösse von 124 µm zum Einsatz. Mit dem gleichen Grundgerät ist die Messung von Steckerleisten für die E-Mobilität möglich. Für die grösseren, schwerer zu durchstrahlenden Werkstücke werden eine höhere Röntgenspannung von 240 kV und ein grösserer Detektor mit ähnlich hoher Auflösung bei 3000 Pixeln und einer Pixelgrösse von 140 µm verwendet.