Durch Temperaturabweichungen entsteht einer der wesentlichen Beiträge zur Messunsicherheit bei Messungen auf Koordinatenmessgeräten. Geräte und Werkstücktemperatur beeinflussen dabei das Messergebnis unmittelbar. Einflussfaktoren sind neben den zeitlichen und räumlichen Temperaturgradienten auch die Restwärme des Werkstücks (z. B. vom Bearbeiten und Handhaben) sowie Wärmequellen im Messgerät (z. B. Motoren, Lichtquellen).
Die primären thermisch bedingten Quellen für die Messunsicherheit sind die lineare Ausdehnung des Werkstücks und der im Messgerät eingebauten Messsysteme mit steigenden Temperaturen. Weitere thermisch bedingte Messabweichungen entstehen unter anderem durch die Verformung des Messgeräts und durch die Längenänderung des Taststifts bei taktilen Messungen. Diese Effekte werden bei den meisten Geräten nicht korrigiert. Die Größe der Messabweichung variiert abhängig vom thermischen Ausdehnungskoeffizienten des Werkstückmaterials. Eine Temperaturkorrektur der Messergebnisse ist nur bei Einhaltung der Bezugstemperatur während der gesamten Messung nicht notwendig. Das heißt also bei einer gleichbleibenden Temperatur von 20 °C sowohl des gesamten Koordinatenmessgeräts (KMG) als auch des Werkstücks.
Thermisch bedingte Längenänderung
Je größer der thermische Ausdehnungskoeffizient α des Materials, die Länge L0 des Werkstücks und die Temperaturabweichung ΔT zur Bezugstemperatur sind, desto größer ist die thermisch bedingte Längenabweichung ΔL:
ΔL = α · L₀ · ΔT
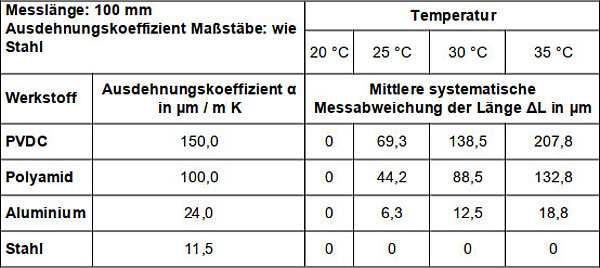
Ohne Temperaturkompensation ergibt sich beispielsweise für die Längenmessung an einem 100 mm langen PVDC-Werkstück bei 25 °C und Messsystemen, die auf Stahlleisten angebracht sind, eine Messabweichung von ca. 70 µm.
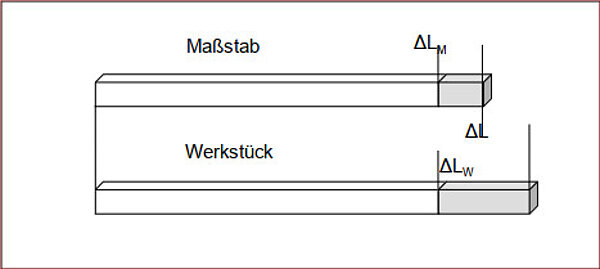
Mit zunehmender Temperatur dehnt sich das Werkstück aus und die Messabweichung nimmt zu. Da sich die Messsysteme ebenfalls ausdehnen, wird die Messabweichung teilweise kompensiert (Bild 1). Daher wurde im oben genannten Beispiel die Längenänderung der Messsysteme von der des Werkstücks abgezogen.
Misst man Werkstücke mit Messsystemen aus identischen Materialien, kompensieren sich die Ausdehnungseffekte, sofern am Messsystem und Werkstück die gleichen Temperaturbedingungen herrschen. Diese Methode hat jedoch zwei Nachteile: Erstens ist es in der Praxis eher selten, dass die Temperaturen von Messsystemen und Werkstück exakt übereinstimmen, und zweitens können so nur Werkstücke gemessen werden, die denselben thermischen Ausdehnungskoeffizient α wie die Messsysteme haben.
Es gibt Messsysteme aus Spezialkeramik, die einen thermischen Ausdehnungskoeffizienten nahe null besitzen, sodass nur die Ausdehnung des Werkstücks berücksichtigt werden muss. Dies allein ist jedoch keine optimale Lösung zur Kompensation der thermisch bedingten Messabweichungen.
Denn ohne rechnerische Temperaturkorrektur wird der Fehler durch die Ausdehnung des Werkstücks größer, wenn die Messsysteme sich nicht ebenfalls ausdehnen. Die rechnerische Korrektur des thermischen Einflusses ist hier zwingend notwendig, wenn nicht sichergestellt werden kann, dass die Werkstücke exakt bei 20 °C gemessen werden.
Spezifikation für reale Umgebungsbedingungen
Für jedes Koordinatenmessgerät gibt der Hersteller eine höchstzulässige Längenmessabweichung unter definierten Umgebungsbedingungen an. Zu diesen Bedingungen gehört auch das Temperaturintervall, in dem das Gerät innerhalb der angegebenen Spezifikationen arbeitet. Die Spezifikationen gelten meist für Temperaturabweichungen von ± 2 K zur Bezugstemperatur von 20 °C im Messraum. Einige Hersteller garantieren eine höhere Leistungsfähigkeit des Messgeräts für stabilere Temperaturbedingungen, indem sie eine geringere höchstzulässige Längenmessabweichung beispielsweise bei Temperaturschwankungen von nur ± 1 K angeben.
Spezifikationen für den Betrieb des Geräts in einer nicht klimatisierten Umgebung, beispielsweise für fertigungsbegleitende Messungen, werden nur von wenigen Herstellern angeboten. Hier sollte die spezifizierte höchstzulässige Längenmessabweichung mindestens für ein Temperaturintervall zwischen 16 °C und 30 °C gültig sein. Dabei ist zu beachten, dass diese Spezifikation durch den Hersteller nicht eingeschränkt nur für Normalien mit Ausdehnungskoeffizient = 0 gilt. Eine solche Spezifikation wäre wenig praxistauglich, da kaum jemand Werkstücke mit dieser Eigenschaft misst.
Temperatursensoren an den Messsystemen gehören für alle Werth Koordinatenmessgeräte zur Standardausstattung. Mithilfe des thermischen Ausdehnungskoeffizienten der Messsysteme wird die lineare Ausdehnung mathematisch korrigiert.